








Lösungen
Duroplast-Spritzguss in Großserie
Duroplast-Spritzguss ist ein Fertigungsverfahren, bei dem rieselfähige duroplastische Formmassen in ein heißes Werkzeug eingespritzt werden und dort irreversibel vernetzen. Baumgarten fertigt so seit über 60 Jahren Präzisionsbauteile in Großserie — auf vollgeregelten Automaten mit 800 bis 3500 kN Schließkraft, mit eigenem Werkzeugbau und IATF-16949-zertifizierten Prozessen.
01 · Verfahren
Kalte Masse, heißes Werkzeug: das Prinzip
Im Duroplast-Spritzguss läuft der Prozess genau umgekehrt zum bekannten Thermoplast-Spritzgießen. Die Formmasse wird bei moderater Temperatur dosiert und plastifiziert, dann in das auf Vernetzungstemperatur geheizte Werkzeug eingespritzt. Dort härtet sie chemisch aus — irreversibel. Was einmal vernetzt ist, schmilzt nie wieder.
Genau das macht die Bauteile so wertvoll: Sie bleiben formstabil, wo Thermoplaste erweichen, und sie isolieren elektrisch, wo Metall leitet. Es macht die Verarbeitung aber auch zur Spezialistenaufgabe. Duroplastische Formmassen sind mit bis zu 80 % Füllstoffen hochabrasiv, zugleich niedrigviskos wie Wasser, und sie reagieren empfindlich auf Temperatur- und Chargenschwankungen.
Die Antwort darauf ist Prozesserfahrung: bauteilspezifische Handlingsysteme, Fertigungsinseln mit integrierten Entgrat- und Bearbeitungsschritten, Transferstrecken und Temperöfen für die teilspezifische Nachbehandlung — und eine adaptive Prozessregelung, die jeden Schuss einzeln regelt (wie das funktioniert).

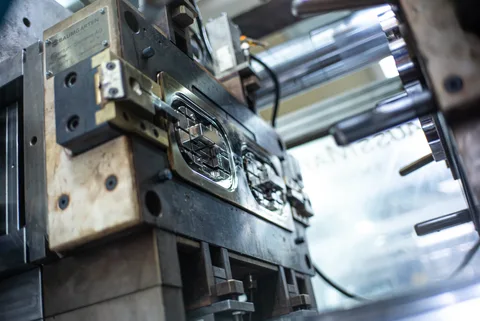
02 · Maschinenpark
Großserie ist bei uns wörtlich gemeint

Vollgeregelte Spritzgießautomaten decken Schließkräfte von 800 bis 3500 kN ab. Jede Zelle ist mit bauteilspezifischem Handling ausgestattet; Entgraten und mechanische Bearbeitung sind in Fertigungsinseln integriert, Transferstrecken führen die Bauteile vollautomatisch weiter. Für das Tempern stehen mehrere Öfen bereit.
Seit 2017 regelt die Maschinenfunktion APC plus (KraussMaffei) auf Fertigungsanlagen den Umschaltpunkt in jedem einzelnen Schuss — die Antwort auf Chargenschwankungen, die im Duroplast-Spritzguss sonst zur Ausschussquelle werden.
Schließkraft-Spektrum, vollgeregelt
kontinuierlicher Serienbetrieb — ein Referenzbauteil läuft so seit 2014
Streuung im Werkzeuginnendruck durch adaptive Prozessregelung (4,10 → 2,51 % Variationskoeffizient)
Maschinenpark
03 · Werkzeugbau
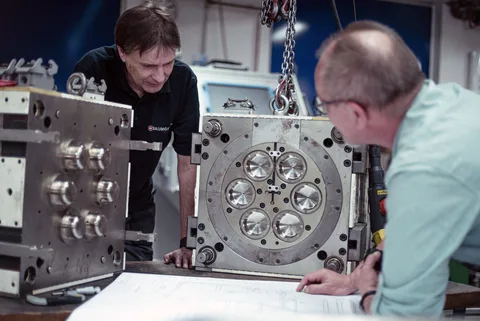
Eigener Werkzeugbau — weil Duroplast-Werkzeuge anders altern
Duroplastische Formmassen sind mit bis zu 80 % Füllstoffanteil stark abrasiv und zugleich „dünnflüssig wie Wasser". Werkzeuge verschleißen dadurch schneller und dichten anders ab als im Thermoplast-Bereich. Wer hier Standardkonzepte einsetzt, bezahlt über die Serienlaufzeit.
Unsere Werkzeugkonzepte berücksichtigen diese Eigenheiten von Anfang an; die eigene Werkzeuginstandhaltung hält Serienwerkzeuge über Jahre produktionsfähig. Für Kapazitätsspitzen greifen wir auf einen Pool ausgewählter Partner zurück, die nach unseren Spezifikationen fertigen.
Dass wir Werkzeugkonzepte auch für Forschungsprojekte beisteuern — etwa die 1-fach- und 4-fach-Werkzeuge der Fraunhofer-Recyclingstudie — ist für Sie vor allem eines: ein Beleg, dass die Konzepte dem Stand der Technik voraus sind. Zur Studie.
04 · Projektablauf
Von der Anfrage bis zum SOP
Ein Duroplast-Serienprojekt ist ein mehrjähriges Versprechen. So machen wir es kalkulierbar:
-
Anforderungsanalyse & Machbarkeit
Wir prüfen Zeichnung, Lastenheft und Einsatzumgebung — und sagen ehrlich, ob und wie Duroplast Ihre Anforderungen erfüllt. Bei Metallsubstitution gehört die Geometrie-Anpassung an den Kunststoff dazu.
-
Duroplastgerechte Konstruktion
3D-gestützte Bauteil- und Betriebsmittelkonstruktion, kosten- und gewichtsoptimiert. Werkzeugtrennungen legen wir in unkritische Bauteilbereiche.
-
Prototypen aus Serienmaterial
Unser Prototypenkonzept liefert serienähnliche Bauteile aus Serienmaterial — voll validierungsfähig. Ihre Erprobung testet das echte Material, nicht ein Ersatzverfahren.
-
Werkzeugbau & Bemusterung
Serienwerkzeug aus eigenem Werkzeugbau oder Partner-Pool nach unserer Spezifikation; Bemusterung und Erstmusterprüfung nach Automotive-Standard.
-
Serienanlauf & Großserie
SOP mit vollautomatisierter Zelle, Inline-Qualitätsüberwachung und adaptiver Prozessregelung. Weiterverarbeitung und Montage schließen direkt an.
05 · Referenz
Serienbeweis: 10 µm, drei Schichten, seit 2014
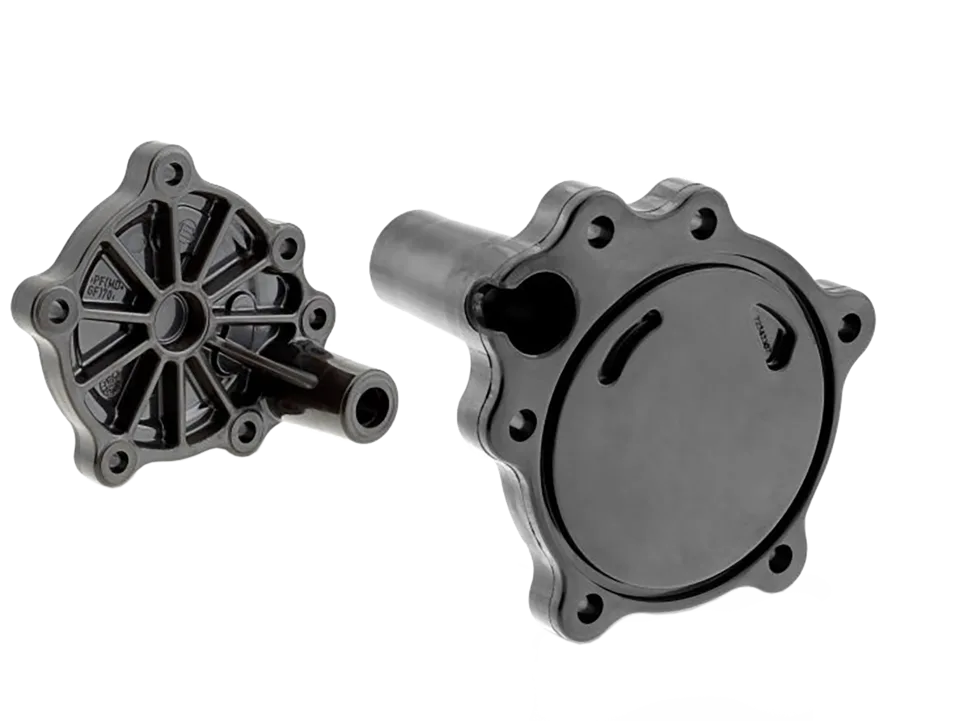
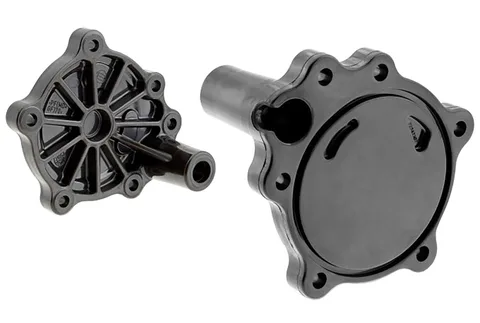
- Bauteil
- Ölpumpenstellring aus PF (MD+GF) 70 — regelt den Öldruck im Motor
- Anforderung
- Höhentoleranz 10 µm; dimensionsstabil über ein Fahrzeugleben bei −30 bis +140 °C im aggressiven Öl-Wasser-Additiv-Gemisch
- Lösung
- Kontinuierlicher Dreischichtbetrieb seit 2014; Werkzeuginnendruck-Überwachung mit automatischer Inline-Ausschleusung bei ±30 bar Abweichung
- Ergebnis
- Dokumentierte Großserienpräzision — nachzulesen im Fachbeitrag der Kunststoffe 12/2018 (Zusammenfassung)
06 · Häufige Fragen
Duroplast-Spritzguss: häufige Fragen
Was ist Duroplast-Spritzguss?
Duroplast-Spritzguss ist ein Fertigungsverfahren, bei dem rieselfähige duroplastische Formmassen (zum Beispiel Phenol- oder Epoxidharzmassen) mit temperierter Schnecke in ein heißes Werkzeug eingespritzt werden. Dort vernetzt das Material chemisch und härtet irreversibel aus. Anders als beim Thermoplast-Spritzguss ist das Werkzeug heiß und die Masse kalt.
Worin unterscheidet sich Duroplast- vom Thermoplast-Spritzguss?
Beim Thermoplast-Spritzguss erstarrt heiße Schmelze in einem kühlen Werkzeug — physikalisch und wieder aufschmelzbar. Beim Duroplast-Spritzguss vernetzt die kühle, niedrigviskose Masse im heißen Werkzeug chemisch und dauerhaft. Das verlangt eigene Werkzeugkonzepte (Abdichtung, Verschleißschutz), eine andere Prozessführung und Erfahrung mit hochgefüllten Formmassen. Werkstoffseitig vergleicht unsere Wissensseite Thermoplast und Duroplast im Detail.
Ab welchen Stückzahlen lohnt sich das Verfahren?
Duroplast-Spritzguss ist ein Großserienverfahren: Der Werkzeuginvest amortisiert sich über die Laufzeit, typische Projekte laufen über Jahre. Ob sich Ihr Bauteil rechnet, hängt von Geometrie, Material und Stückzahlszenario ab — genau das prüfen wir in der Machbarkeitsanalyse, auch mit ehrlichem Ergebnis, wenn ein anderes Verfahren wirtschaftlicher wäre.
Welche Toleranzen sind erreichbar?
Duroplaste haben einen geringen Wärmeausdehnungskoeffizienten und neigen kaum zu Verzug. In unserer Serienfertigung läuft ein Ölpumpenstellring mit 10 µm Höhentoleranz im Dreischichtbetrieb. Wo werkzeugfallende Genauigkeit nicht reicht, ergänzen wir Schleif- und Läppprozesse aus der eigenen Weiterverarbeitung.
Welche Materialien verarbeitet Baumgarten?
Rieselfähige Phenol- und Epoxidharzmassen sowie BMC (Bulk Molding Compound) auf spezifischen Großserienanlagen — Details auf der Seite BMC-Spritzguss. Die Materialauswahl beraten wir anwendungsbezogen, inklusive paralleler Validierung mehrerer Formmassen.
Zuletzt aktualisiert: 10.07.2026
Ihr Serienbauteil in Duroplast?
Schicken Sie uns Zeichnung oder Lastenheft. Sie bekommen eine fachliche Ersteinschätzung von Menschen, die das Verfahren seit Jahrzehnten beherrschen — in der Regel innerhalb von 1–2 Arbeitstagen.